表面处理,以获得最佳的热喷涂附着力和和长效寿命
一、概述
本文将提供多年高性能涂层表面处理的测试结果和经验。测试表明,涂层项目中有几个重要变量没有得到常规监测和控制。将确定相关变量,并就变量的适当处理提供指导,以实现预期结果。本文是专门为热喷涂涂料行业准备的,但是,这些信息适用于所有类型的涂料,包括液体和粉末涂料。大多数测试都是在使用可回收金属磨料制备的表面上完成的,然而,这些变量同样适用于使用任何能够制备表面的磨料的表面制备。
二、介绍
本文总结了作者自1989年以来进行连续的表面处理试验与分析的经验。大多数测试都是针对液体和粉末涂层,解决了与制备多种类型涂料应用的各种钢基材表面严格相关的特定清理度和轮廓问题。大多数早期测试的重点似乎是降低表面轮廓,使表面更加均匀。”最初的目标是:a)减少涂料消耗;b)减少残留的表面灰尘,在其他行业被称为背面污染;和c)提高附着强度以提高涂层寿命。

三、表面污染
管道涂装行业的经验表明,背面污染对涂层性能构成了严重威胁。背面污染是指在涂覆之前未从表面去除的灰尘和其他微米级的污染物。这种污染会滞留在涂层/表面界面处或附近的涂层中。当涂层从基底上剥离时,可以观察到它在界面处嵌入到涂层中。在没有放大的情况下有时也可以观察到,然而,当制备涂层切片并在放大条件下观察时,30倍或更高倍的显微镜可以揭示大量信息。背面污染的结构影响可以在内聚强度测试的结果中看到,但对各种污染物的精确影响或不同水平污染物的影响的研究却很少。不同的涂层对这种类型的污染表现出明显不同的耐受水平。可以使用“胶带测试”在制备好的表面上识别背面污染物。与典型的胶带测试不同,典型的胶带测试无法识别污染物的特定类型,而用于识别背面污染的测试胶带必须具有柔软的、具有韧性的粘胶层,可以压入制备轮廓的更深处。胶带应该是透明的,当被适当按压或摩擦到表面轮廓中时,这可以:1)确认正确的应用;以及2)当黏贴在浅色的白色表面上时通过胶带观察污染物。
四、测试和结果
作者对各种表面处理和污染问题的调查提出了这样一种理论,即波峰密度是影响涂层性能和使用寿命的主要因素。简单地说,增加定义区域的波峰密度可以增加该区域中基材的表面积,进而增加该区域的表面积和棱角程度,从而增加该基材上涂层的总的附着力值。最成功的测试结果都是来自于均匀的、高波峰密度的表面,在这些表面上涂覆的涂层会充分润湿表面。最初的测试旨在评估清理效率和附着能力。使用尺寸相似的硬的金属磨料和软的金属磨料,将相同的钢面板制备成近白色的清理表面,并调节为类似于标准的操作混合物。然后对面板进行涂覆、固化并测试附着强度。该测试仅限于一种类型的涂层材料。随后几年的广泛测试结果,使用其他磨料和涂层材料进行了相同的基本类型的方案,强化了原始测试的结果,并得出以下结论:
较硬的磨料要比较软的磨料清理效率得更快。相同操作混合尺寸的较硬磨料要比较软磨料切割出的轮廓要深得多。为了获得与较软磨料相同的轮廓深度,您可以使用尺寸较小的硬质磨料,该磨料每磅具有更多的冲击颗粒,在正确使用时,可以比较软磨料更快地清理表面,并留下更尖锐、更致密的表面轮廓。
在轮廓和波峰密度(或峰值计数)之间存在线性关系:
轮廓越大;波峰密度越低;
轮廓越小;波峰密度越高。
当涂料润湿较高波峰密度的表面积时,与较低波峰密度的表面相比,可以获得更优异的附着性。在大多数情况下,涂层会内聚性失效。较小的轮廓和较高的波峰密度增加了需要结合的表面积。更小、更硬、更重的磨料总是比更大、更软、更轻的磨料清理得更快。在工作中投掷的每磅磨料中,较小的磨料操作混合物含有更多的颗粒或清理影响。更硬、更重的磨料更具冲击性。较硬的磨料比较软的磨料具有更尖锐、更清晰的表面轮廓。较硬的磨料可能会保持棱角分明,因为它们断裂得更快,并且不会形成圆形颗粒。由于这一特性,较硬的磨料会产生更锋利的轮廓,并且当磨料操作混合物在回收过程中得到适当控制时,清理速度会更快。这种圆形磨料不会产生卓越的长期涂层性能所需的均匀的,棱角的,高波峰密度的表面轮廓,尤其是当暴露在恶劣的使用环境中时。圆形或磨圆的磨料往往会锤击表面,弯曲并磨圆波峰,使表面棱角更小,更难附着。这是对恶劣环境下涂层性能的大量记录观察的结果。
五、磨料喷砂设备操作
为了成功有效地操作任何类型的喷砂清理设备,应控制以下操作方面。分离器的设置应能实现对所用回收磨料的最佳清理和分类。这样可以确保料斗中保留正确的操作混合物。操作混合物中单个颗粒尺寸或分布百分比的10%变化将影响该操作混合物的清理和轮廓化能力。10%或更多的添加量将显著影响操作混合物以及由此产生的轮廓和波峰密度。为了获得轮廓、峰值计数和污染控制的最佳结果,必须设置分离器以去除所有灰尘氧化皮和尺寸过小的磨料。大多数良好的空气洗涤和一些吸风分离器都可以设置为非常高的精度水平(97+%),一旦装置设置得当,保持这一水平并不困难。必须定期清理分离器,使其正常工作。一旦分离器针对所选磨料进行了正确校准之后,料斗应保持充满状态,在条件发生变化之前,不得更改设置。流速对于磨料喷射过程的正确控制非常重要。为了保持清理和轮廓一致,必须用相同量的磨料冲击正在处理的每平方英尺表面。清理率将随着被清理表面上存在的污染物(粘附的氧化皮或旧涂层)的量而发生变化。在大多数情况下,在空气喷射应用中,磨料流量越大越好。
六、磨料的选择和应用基础
通过对磨料清理效率进行的无数次测试,这些测试得出的结论是,主要影响参数是硬度、质量、形状、尺寸、速度和喷砂技术。钢质磨料的硬度和质量(每单位体积的重量)对磨料的冲击效果具有非常显著的贡献。磨料越硬,就越能更好地切入待清理或制备的表面,这是因为与较硬材料相关的能量传递更高。通过使用较小粒径的磨料,可以增加波峰密度并减小轮廓深度。如果在减小磨料尺寸的同时适当地增加磨料的速度,则可以在保持轮廓深度恒定的同时增加波峰密度。这可以用基础物理学很容易地解释。能量公式是——质量乘以速度平方等于产生的能量。速度的轻微增加可以显著地增加颗粒的能量。对于空气喷射应用,通常最有效的方法是使用长的文丘里结构的喷嘴,并改变空气压力以控制颗粒速度。颗粒速度也可以通过使用不同的喷嘴尺寸和长度来改变。磨料流速应始终根据喷嘴的类型和尺寸以及喷嘴压力进行调整和平衡。喷砂应用应使用最小的、最硬的磨料进行表面处理,以冲击氧化皮或表面污染物并将其去除。
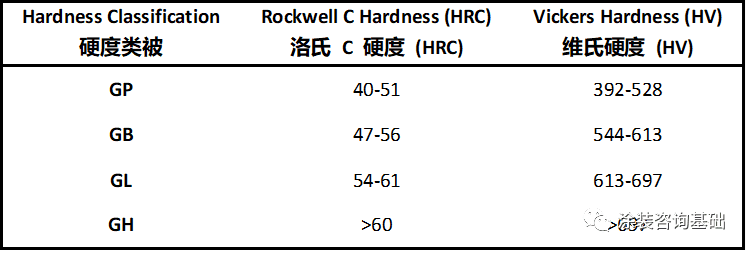
市场上的钢砂磨料有四种硬度分类,如下所示:
较硬的磨料的形状在较长的时间内保持更有棱角的形状,并且不像较软的磨料那样容易球形化。它也更容易破碎成新的尖锐边缘,并保持其固有的切削性。较硬的磨料能将更多的能量传递到被清理的表面;因此,它清理得更快。磨料操作混合物中磨料颗粒的尺寸分布对于正确控制所得轮廓、峰值计数组合至关重要。重要的是要确定操作混合物中适当粒度分布的参数,并保持其一致性,以获得最佳清理和轮廓化结果。这是通过持续地、频繁地添加到分离器中的操作混合物中来实现的,以更换消耗的磨料,并使料斗中总是保持充满的清洁无尘的操作混合物。应将喷嘴调整到与制备表面成50-70度的角度(对于大多数通用磨料,约为90度),以避免反弹磨料的干扰影响。使用可回收磨料时,磨料越硬,则回弹越明显。流速对于磨料喷射过程的正确控制非常重要。为了保持清理和轮廓一致,必须用相同量的磨料冲击正在处理的每平方英尺表面。清理率将随着被清理表面上存在的污染物(粘附氧化皮或旧涂层)的数量而变化。在大多数情况下,在空气喷射应用中,磨料流量越大越好。了解应用所需的清洁度水平和待应用涂料所需的表面轮廓是很重要的。过度喷砂会影响制备表面已经完成的轮廓化,从而导致表面完整性出现问题。这种过度喷砂实际上会削弱表面颗粒的冲击效果,并且可能会发现这些颗粒粘在涂层的背面。过度喷砂处理和不充分的喷砂一样糟糕,甚至更糟。
七、金属化应用
根据经验和大量测试,特别是由AI Beitelman、Doug Neal、Dave Wixon和Dave Berardineli等人的研究结论,金属化应用需要清洁的、有棱角的表面轮廓,以获得所应用产品的最大附着强度。要做到这一点,我们需要使用一种在使用过程中不会很快变磨圆的硬质磨料。这一发现得到了美国工程协会Al Beitelman最近的一篇研究文章的支持,该文章显示了美国工程协会的测试结果,详细说明了钢质磨料的圆角程度及其对附着力的影响(JPCL,2003年7月)。我们还知道,金属化过程的润湿性对温度和喷嘴与工作表面之间的距离有一定的敏感性。金属颗粒必须具有足够的液体,能够从喷枪流到表面,并且能够在固化前适当润湿制备的表面(考虑到其孔隙率),以获得最大的表面附着力。被涂覆表面的温度对涂层的流动性及其润湿能力有影响。这一领域尚未得到深入研究,也找不到任何技术参考来证实或否认其影响。人们注意到,有几个项目在冬季低温下成功完成。需要对此进行更明确的测试。正在进行的表面处理信息测试将单个液体涂层的能级与特定制备表面的表面能相匹配的工作正在进行中。其目的是使涂层的润湿特性与制备的表面相匹配。需要进行额外的测试和建模,以开发热喷涂中使用的金属涂层的能级。一些测试正在进行中,以确定不同硬度水平和不同尺寸的钢质磨料的圆形化。
八、总结
上面讨论的测试是使用回收钢磨料进行的,然而,使用其他常见的通用磨料也可以实现相同的表面效果。任何可接受的表面轮廓组合的关键是用于表面制备的磨料混合物的尺寸和均匀性。本文中详细说明的表面要求,轮廓深度和波峰密度,是由磨料颗粒以足够的能量撞击表面以产生所需的表面轮廓同时产生的。颗粒大小、速度和流速都可以通过喷砂设备控制,因此,可以使用切割到待制备表面的任何类型的喷砂磨料来复制上述表面参数。上面报告的研究结果表明,表面制备不仅仅是在表面上投射磨料,而是希望能提供合适的表面轮廓,以获得最佳的涂层性能。为了获得任何特定涂层材料的预期寿命和性能,必须对制备表面进行适当的清理,并具有所需的纹理或粗糙度特性,以满足待涂覆涂料的附着要求。金属化涂层需要一个适当制备的棱角分明的表面,可以附着在表面上并发挥其功能。尽管超出了本文的范围,但应注意的是,监测和控制表面处理中某些特定变量所需的仪器可在电子市场上获得,并在其他行业中使用。这些仪器被称为表面轮廓测量仪,有机械式和激光式两种版本,用于测试制备的表面的轮廓高度、波峰密度和均匀性。
九、梦能服务与支持
1、免费样品
如果您对我公司的工业重防腐油漆产品有需要或者申请样品试用,请与我们的客服人员取得联系。400-878-0506
油漆样品适用范围:
用于新建项目:验证油漆配套的可行性、检验附着力、效果图与实际颜色的色差。
用于维修项目:验证与旧涂层的兼容性。
用于日常修补:提供少量样品用于修补破损处。
申请用量:在1KG以内免费送货上门。
2、免费打样
如果您想看到工业重防腐油漆在产品上的实际应用、外观、性能测试,请与我们客服人员联系,将样板寄往梦能科技营销部,由专业喷涂人员为样板提供油漆打样。
3、服务团队
梦能对技术服务团队始终进行一系列的标准化管理,从专业培训到日常报告的管理都有一整套完善的体系。梦能公司每年都会对技术服务人员进行定期的技术培训和能力审计,以使每一位技术服务人员保持高水准的专业素质,每一位技术服务人员都配备先进的涂装检验仪器,仪器设备均按规定的时间期限进行定期校验,以保证每套仪器设备工作状况良好。
4、购买通道
零售:购买50kg以内,线上购买,抖店直接下单购买。
工厂业务:长期合作、量大从优、生产调试、质量检测、开具13%专用发票
贸易、代理:提供代工业务支持,项目保护。
业主、总包、设计院:提供防腐方案设计、性能检测、施工方案、现场技术指导。
涂装施工:提供解决方案、现场技术指导。

J9.com
公司/地址
J9.com(唐山)科技有限公司
河北唐山芦台经济开发区散热器产业园区
电话/传真
电话:18622675555/18931468400
传真:022-69351888
邮箱/网址
邮箱:contact@henso.net
网址:www.henso.net
